








Образцы шероховатости поверхности (сравнения) модификации В7-1833 (далее по тексту – образцы, ОШС) по ГОСТ 9378-93 предназначены для контроля шероховатости поверхности металлических деталей после (или в процессе) их обработки на металлорежущих станках методом визуального сравнения или осязания (на ощупь) станочниками при контроле обрабатываемых деталей на металлорежущих станках, при контроле шероховатости труднодоступных поверхностей, конструкторами и технологами при выборе и назначении шероховатости поверхности, а также для учебных целей. Образцы являются рабочими средствами измерений согласно ГОСТ 8.296-2015 и не предназначены для контроля приборов измерения шероховатости.
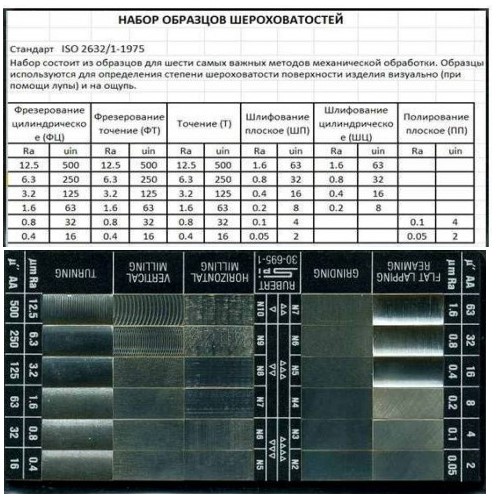
ОШС изготавливаются по ГОСТ 9378-93 и выпускаются в виде наборов определённого вида обработки: точение (условное обозначение способа обработки – Т); расточка (Р); строгание (С); шлифование периферией круга (плоское – ШП, наружное круглое – ШЦ, внутреннее – ШЦВ); точение торцовое (ТТ); фрезерование (цилиндрическое - ФЦ; торцовое - ФТ; торцовое перекрещивающееся - ФТП); шлифование торцовое (ШТ); шлифование чашеобразным кругом (ШЧ); полирование (плоское – ПП, цилиндрическое – ПЦ). Материал образцов – сталь, медь, алюминий, титан, латунь и др. металлы по заявке заказчика. По умолчанию ОШС изготавливаются из СТ45: сталь конструкционная углеродистая качественная. По запросу образцы могут быть изготовлены из материалов: чугун; латунь; алюминий; медь.
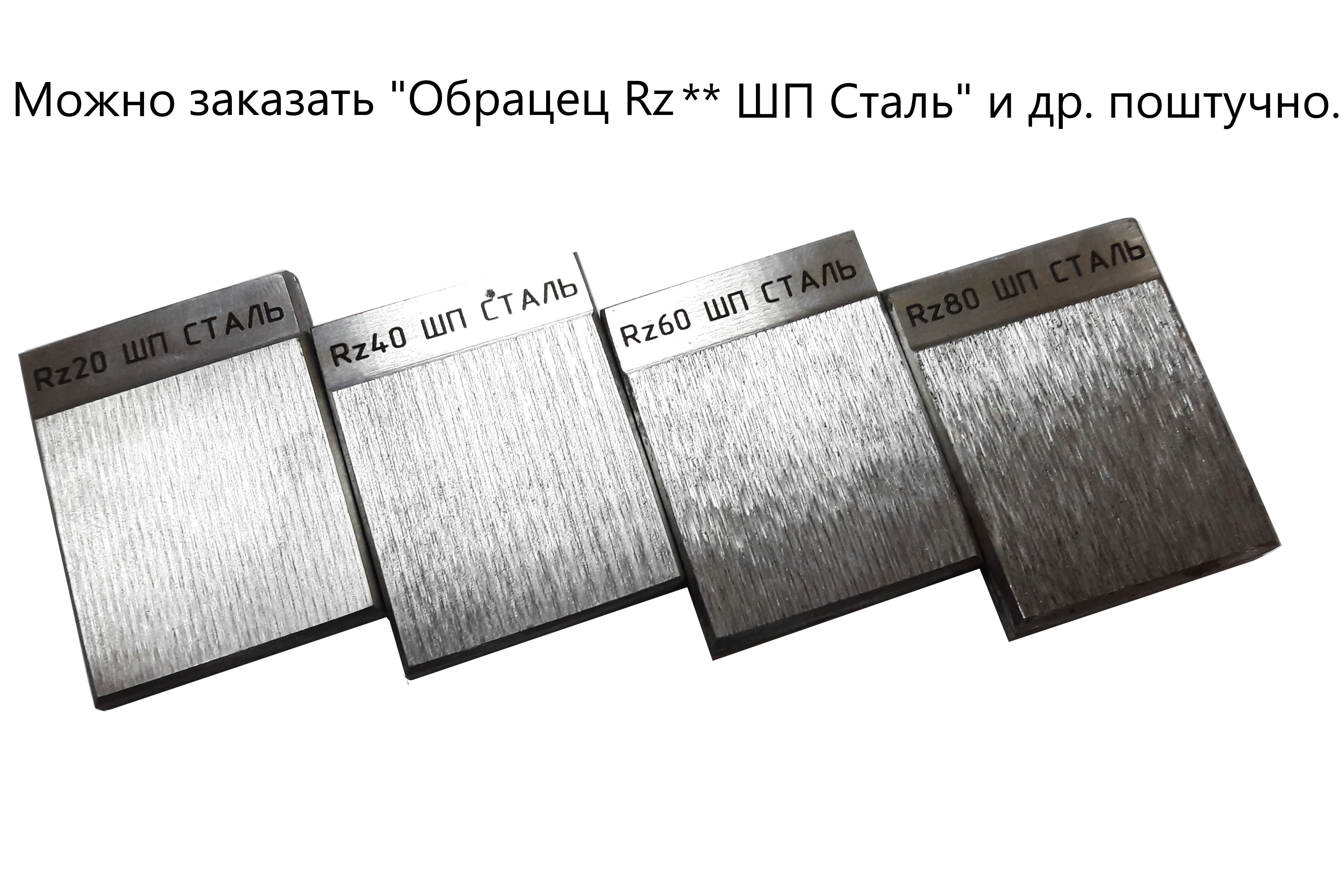
Образцы изготавливаются с различными номинальными значениями параметра шероховатости Rz, выбранными из ряда номинальных значений и приводятся как справочные по результатам измерений. Также можно заказать комплект из 6 шт, состоящий не из образцов с различными номинальными значениями параметра шероховатости Rz, а комплект только с одним или двумя номинальными значениями параметра шероховатости Rz, например: 0,1; 0,2; 0,3 и далее по выбору заказчика.
ПОРЯДОК РАБОТЫ. Контроль шероховатости поверхности детали по параметру шероховатости Ra или Rz производится путём сравнения с образцом визуально и на ощупь, проводя ногтем, выполняющем здесь роль “чувствительного элемента – датчика”, вдоль линии максимальной шероховатости поверхности. Как правило, эта линия перпендикулярна следам обработки (а расстояние между соседними следами характеризует параметр Sm). Для этого подбирается образец соответствующего вида обработки, номинальное числовое значение параметра шероховатости поверхности которого соответствует числовому значению параметра шероховатости поверхности контролируемой детали. В результате сравнения делается заключение о том, что параметр шероховатости контролируемой детали не превышает номинальное значение подобранного образца сравнения. Наиболее достоверно оцениваются детали из аналогичного образцу материала и изготовленные тем же, что и образец, способом обработки.